Основные потери при хранении и перевалке бензина, нефти и нефтепродуктов происходят от их испарения. Выбросы испарений нефтепродуктов в атмосферу не только наносит огромный вред экологии, но и несут в себе большие экономические потери. Согласно исследованиям, потери бензина от испарений только на нефтебазах составляют более 100 000 тонн в год. При сливо-наливных операциях одного танкера с дедвейтом 5 400 тонн потери от испарений продукта в летнее время могут достигать до 2,5%, что составляет около 135 тонн автобензина только за одну операцию погрузки судна.
Для сокращения потерь, связанных с выбросом в атмосферу испарений летучих углеводородов при сливо-наливных операциях, перевалке и хранении нефтепродуктов применяют различные системы улавливания, адсорбции и рекуперации паров нефтепродуктов. Широкое распространение получили следующие системы:
- Установки углеродной вакуумной адсорбции на активированном угле;
- Абсорбционные установки рекуперации паров, основанные на поглощении паров углеводородов жидким поглотителем – абсорбентом. Для этих целей чаще всего используется дизельное топливо.
- Мембранные установки рекуперации паров;
- Установки низкотемпературной конденсации и абсорбции, основанные на переходе газообразного состояния вещества в жидкое при снижении температуры паровоздушной смеси (ПВС) до температуры конденсации и на взаимной растворимости углеводородов.
Установки рекуперации паров нефтепродуктов применяются:
- на железнодорожных и автомобильных эстакадах слива-налива нефтепродуктов;
- на нефтебазах при хранении, приеме сливе нефтепродуктов;
- при производстве на НПЗ и химических производствах;
- при операциях слива – налива в суда танкеры на речных и морских терминалах;
- на АЗС.
Компания «Сириус Инновационные Технологии», в зависимости от потребностей заказчика готова спроектировать и поставить установку рекуперации паров в основе которой лежат технологии низкотемпературной конденсации, абсорбции и рассеивания паров многокомпонентных смесей углеводородов. Метод основан на снижении давления паров при снижении температуры паровоздушной смеси и взаимной растворимости углеводородов.
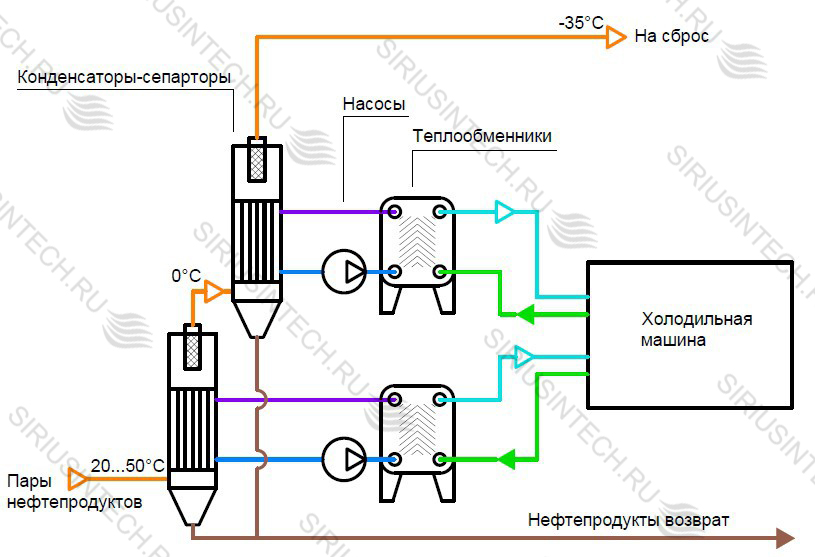
Рис.1. Схема рекуперации паров бензина и нефтепродуктов
Конденсация паров нефти и нефтепродуктов происходит в два этапа. На первом этапе, при охлаждении в теплообменном аппарате паровоздушной смести до температуры около +/- 5 оС конденсируется часть углеводородов, имеющая критическую температуру конденсации не ниже заданного температурного уровня. Сконденсированная часть углеродов из ПВС поступает в емкость сбора рекуперата.
На втором этапе паровоздушная смесь с оставшейся частью несконденсированных компонентов углеводородов поступает в теплообменник конденсатор и охлаждается до температуры – 20 до -50 оС. Сконденсировавшиеся пары поступает в емкость сбора рекуперата. Учитывая, что углеводородные компоненты хорошо растворяются в полученном конденсате, для большей эффективности в теплообменниках первого и второго этапа применяется технология абсорбции паровоздушной смеси, позволяющая перевести в жидкую фазу компоненты углеводородов конденсирующиеся на разных температурных уровнях. Оставшаяся часть (очищенная) ПВС с минимальной концентрацией углеродов выводится в атмосферу через трубу рассеивания.
В результате внедрения установок рекуперации паров производства «СириусИнТех» происходит улавливание до 95% углеводородов, ранее выбрасываемых в атмосферу. Полученный рекуперат может быть возвращен в технологию производства конечного продукта или может использоваться в виде товарного продукта с возможностью реализации.
Основные преимущества установок рекуперации паров производства «СириусИнТех»:
- минимальный срок окупаемости за счёт возврата продукта (рекуперата) в технологию с возможностью его дальнейшей реализации;
- установки могут использоваться для рекуперации паров широкого спектра химических и нефтяных продуктов;
- установки могут работать с продуктами, содержащими серу;
- установки не требуют для работы специальных абсорбентов или адсорбентов, соответственно не требуются дорогостоящие технические решения, контролирующие температуру процесса, не требуется утилизация расходных материалов, насыщенных углеводородами;
- установка обеспечивает безопасность рекуперации процессов возврата продукта;
- установка имеет простое управление и минимальные требования к системам контроля и автоматики, а также минимальное потребление электроэнергии.